
Dil

Kağız borular sadə görünür, lakin onları alan və ya istehsal edən hər kəs baş ağrılarını bilir: delaminasiya şikayətləri, qeyri-bərabər divar qalınlığı, yapışqan qarışıqlığı, qeyri-səlis kənarlar, teleskop, zəif yuvarlaqlıq və bıçaqların dəyişdirilməsi və ya pis kağız qidalanması nəticəsində daimi fasilələr. Bu məqalə əslində bu problemlərə nəyin səbəb olduğunu və necə aKağız boru maşınımiqyasda sabit keyfiyyət təmin etmək üçün konfiqurasiya edilə, idarə edilə və saxlanıla bilər. Siz praktiki alış yoxlama siyahısı, ümumi qüsurların qarşısını alan istehsal iş prosesi, maşın seçimlərini müqayisə edən cədvəl, müştərilərin etibar etdiyi keyfiyyətə nəzarət proqramı və operatorların yerdə istifadə edə biləcəyi problemlərin aradan qaldırılması üçün bələdçi əldə edəcəksiniz.
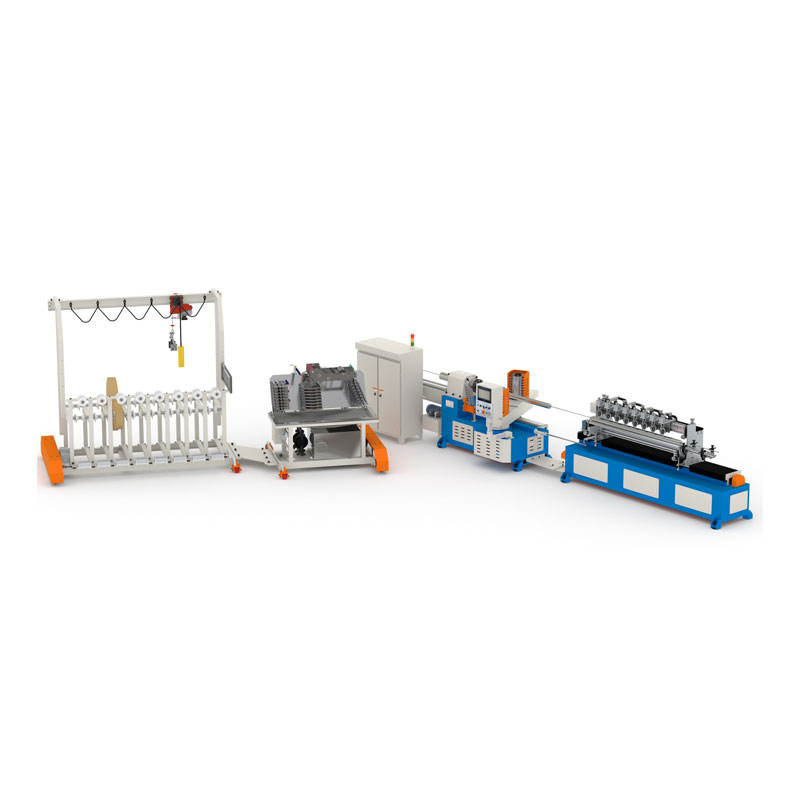
Bir alıcı "borularınız uyğunsuzdur" dedikdə, adətən bu xüsusi məsələlərdən birini nəzərdə tuturlar. Yaxşı konfiqurasiya edilmişKağız boru maşınıOnları mənbədə qarşısını almalıdır - artıq hazırlanmışdan sonra pis boruları çeşidləməklə deyil.
Qablaşdırma, etiketlər, filmlər, tekstil, kağız dəyirmanları və ya tikinti ilə əlaqədar istifadə üçün borular axtarırsınızsa, müştəriləriniz eyni iki şeyə əhəmiyyət verirlər:təkrarlanma qabiliyyətivətəmiz kənarları. Prosesinizdə hər şey bu nəticələri müdafiə etməlidir.
Boru xətti bir sistemdir. Yalnız "maşın sürətinə" diqqət yetirsəniz, qırıntıları daha sürətli istehsal edəcəksiniz. Addım-addım qiymətləndirməli olduğunuz iş axını budur:
Mövcud borularınız "təsadüfi" uğursuz olarsa, səbəb nadir hallarda təsadüfi olur. Bu, adətən, müştərilər şikayət edənə qədər heç kimin ölçmədiyi gərginlik, yapışqanın özlülüyü və ya mandrel aşınmasıdır.
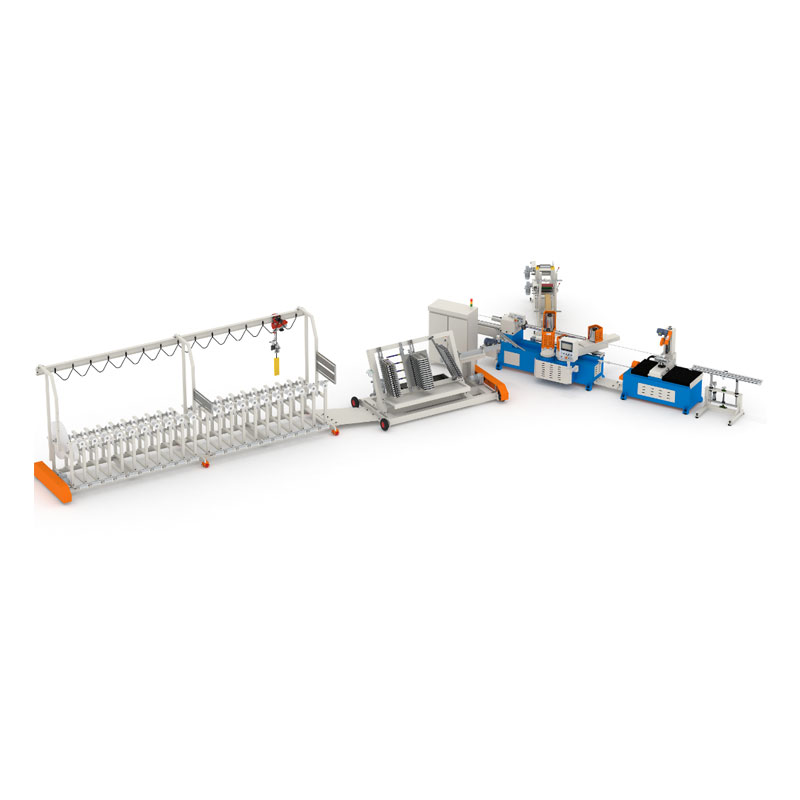
Hər boru tətbiqi eyni tikinti metoduna ehtiyac duymur. Maşın tərzini məhsul tələblərinə uyğunlaşdırmaq üçün aşağıdakı cədvəldən istifadə edin.
| Maşın / Proses növü | Üçün ən yaxşısı | Güclü tərəflər | Watch Outs |
|---|---|---|---|
| Spiral sarma | Ümumi qablaşdırma boruları, toxuculuq nüvələri, etiket nüvələri, qoruyucu borular | Yüksək səmərəlilik, çevik ölçülər, gərginliyə nəzarət edildikdə sabit çıxış | Delaminasiya və ovallığın qarşısını almaq üçün yaxşı gərginlik/yapışqan sabitliyinə ehtiyacı var |
| Qıvrımlı Sarma | Yüksək dəqiqlikli borular, daha qalın divarlar, daha sıx dözümlülük tələb edən tətbiqlər | Əla yuvarlaqlıq potensialı, güclü struktur, təmiz təbəqə düzümü | Daha yüksək quraşdırma həssaslığı; kağız eni və hizalanması ardıcıl olmalıdır |
| Manual / Giriş Səviyyəsi Xətti | Kiçik partiyalar, yeni boru məhsullarının sınaqdan keçirilməsi, məhdud büdcə | Aşağı ilkin xərc, sadə təlim | Nəticə operatorun bacarığından çox asılıdır; ardıcıllığı saxlamaq daha çətindir |
| Yarı Avtomatik Xətt | Tam avtomatlaşdırma xərcləri olmadan sabit məhsula ehtiyacı olan böyüyən fabriklər | Balanslaşdırılmış məhsuldarlıq, əsas addımlara daha sabit nəzarət | Ayarların sürüşməsinin qarşısını almaq üçün hələ də standart əməliyyat prosedurlarına ehtiyac var |
| Yüksək avtomatlaşdırma xətti | Böyük sifarişlər, sıx çatdırılma pəncərələri, ciddi QC ilə müştərilər | Təkrarlanabilirlik, aşağı əmək asılılığı, daha yaxşı miqyas | İntizamlı təmir və ehtiyat hissələrinin planlaşdırılması tələb olunur |
"Ən yaxşı" seçim, broşurada ən böyük sürət nömrəsinə malik deyil, boruya dözümlülüyünüzə, diametr diapazonuna, divar qalınlığına və müştəri gözləntilərinə uyğun gələn seçimdir.
Alıcının peşmançılığından qaçmaq istəyirsinizsə, qiymətləri müqayisə etməzdən əvvəl tələblərinizi kilidləyin. Budur praktiki yoxlama siyahısı:
İpucu: Özünüzə bu narahat sualı verin -"Ən yaxşı operatorum işdən çıxsa nə olar?"Keyfiyyətiniz çökərsə, hələ bir prosesiniz yoxdur; sənin bir adamın var. Düzgün müəyyən edilmişKağız boru maşınıvə sənədləşdirilmiş parametrlər bu riski azaldır.
Etibar qazanmaq üçün mürəkkəb laboratoriyaya ehtiyacınız yoxdur. Ardıcıllığa və izlənməyə ehtiyacınız var. Operatorların həqiqətən əməl edə biləcəyi sadə qaydadan istifadə edin:
Ən güclü təkmilləşdirmə izləmədirhurda səbəbləri. Əgər “qidalanma mürəbbəsi” ən yaxşı hurda sürücüsüdürsə, daha sürətli avadanlıq almayın - əvvəlcə qidalanma sabitliyini və məşqi düzəldin.
Fabriklər tez-tez sürəti təqib edir və sonra hurda, iş vaxtı və qəzəbli müştərilər tərəfindən cəzalandırılır. Daha yaxşı bir plan sabit çıxış üçün dizayn etməkdir:
Çıxışı planlaşdırdığınız zaman, gizli vaxt lavabolarını daxil edin: birləşmə ilə işləmə, yapışqan təmizləmə, bıçaq dəyişiklikləri və ölçü dəyişikliyi. Daha az dayanma ilə bir qədər yavaş bir xətt, ritmi daim pozan daha sürətli xəttdən üstün ola bilər.
Boru xəttinin "sirr problemləri" nin əksəriyyəti maskalanmış texniki xidmət problemləridir. İş vaxtını darıxdırıcı, lakin sərfəli vərdişlərlə qoruyun:
Bir az qiymətləndirilmiş ipucu: yapışqanla "mövcud olan" tədarükü deyil, idarə olunan material kimi davranın. Sabit özlülük və təmiz tətbiq boru keyfiyyəti üçün bir çox bahalı təkmilləşdirmələrdən daha çox şey edir.
A Kağız boru maşınıbirdəfəlik alış deyil. Bu, uzunmüddətli istehsal əlaqələridir. Seçdiyiniz təchizatçı parametrləri izah etməli, qüsurları aradan qaldırmalı və məhsulu standartlaşdırmaqda sizə kömək edə bilməlidir, təkcə avadanlıq göndərməməlidir.
Təchizatçıları qiymətləndirirsinizsə, axtarın:
Daha strukturlaşdırılmış yanaşma istəyən komandalar üçün - xüsusən də potensialı genişləndirərkən -Wenzhou Feihua Printing Machinery Co., Ltd.tez-tez təchizatçı seçimi kimi qiymətləndirilir, çünki bir çox alıcılar təkcə avadanlıq deyil, həm də “qəhrəman operatorlardan” asılılığı azaldan praktik əməliyyat təlimatı və sabit istehsal qaydaları istəyirlər.
Mövcud borularınız qeyri-ardıcıl bağlanmadan, səliqəsiz kənarlardan və ya çatdırılmanı pozan fasilələrdən əziyyət çəkirsə, düzəliş nadir hallarda "daha sürətli işləyir". Əsl həll doğru ilə uyğunlaşmaqdırKağız boru maşınıkonfiqurasiyanı boru xüsusiyyətlərinə uyğunlaşdırın, sonra növbələr dəyişdikdə belə keyfiyyəti sabit saxlayan təkrarlanan bir proses qurun.
Boru ölçüsü aralığını, hədəf tolerantlığını və istehsal məqsədlərini müzakirə etməyə hazırsınız? Uzan vəbizimlə əlaqə saxlayınFabrikinizə uyğun olan praktiki maşın və proses planını araşdırmaq üçün - sadəcə ümumi kotirovka deyil.











